

Inside Austere Manufacturing: Lean and CNC Machined





On a recent trip to Washington’s Kitsap Peninsula, we stopped by Austere Manufacturing’s headquarters to check out the space, learn more about owner/operator Uriel Eisen’s process, and see how his CNC-machined cam-locking buckles are made. Find everything you wanted to know about Austere here, including lots of photos and an interview with Uriel…
PUBLISHED May 23, 2022
When we first showcased Austere Manufacturing’s high-performance buckles last summer, owner/operator Uriel Eisen was just getting things up and running. Since then, his beautifully CNC-machined cam-locking buckles have gained a whole lot of attention and accompanied bikepackers on trips all over the world. To catch anyone up, Austere’s buckles are machined in the USA from solid billet aluminum and are designed to be stronger, lighter, and easier on the eyes than anything else out there. And, from what I’ve seen, Austere’s cam utility buckles are the nicest ones on the market.
Since that first article, Austere has expanded their product line to include a larger 1″ cam buckle, continues to offer new colour combinations, and we’re slowly seeing bag makers incorporate the buckles onto their bags as well. I’ve found the smaller 3/4″ buckles to be perfect for lashing dry bags to racks, and more recently, as a dependable way to roll up a pack raft. Besides the nice machining, high-end finish, and cool colours, the buckles have a solid, high-end feel that defies expectations of what hardware can be. Plus, they don’t slip or loosen up like traditional plastic buckles, so you can be sure you won’t have to stop and tighten your straps up every five minutes.





On my way back from scouting some new routes in the American Southwest, I planned a visit with Uriel at Austere headquarters to learn more about the manufacturing process, his design philosophy, and what we can expect from Austere moving forward. The shop is located on the Kitsap Peninsula, not far from the Kingston-Edmonds ferry, just north of Seattle. Tucked inside Mark and Lynn Schorn’s barn, overlooking the inlet south of Port Gamble, the space is home to a large collection of bikes, trail tools, Austere’s shop, and an area the Schorn’s have repurposed for holding concerts. The whole experience is as rustic as it is charming.
I spent several hours at the shop with Uriel, walking through the manufacturing process of his buckles and getting a glimpse inside his detail-oriented mind. While the shop isn’t as hectic as my basement shop, there was a certain level of organized chaos that was pleasing to the eye. Don’t be fooled, though: while it might not look like it at first glance, nearly everything has its place and purpose in the shop. Read on for my interview with Uriel and a massive gallery of photos from Austere HQ.




It’s been nearly a year since our first article on Austere. How have the last 10 months been?
The last 10 months have been pretty wild. Demand for these little buckles far exceeded our expectations. When I originally designed the cam buckle, I thought it would be way too niche, but I just really wanted a lightweight and reliable buckle for my own bikepacking adventures. It turns out a lot of people also want them for bikepacking, hunting, van life, etc. So, that’s been a nice surprise for sure.
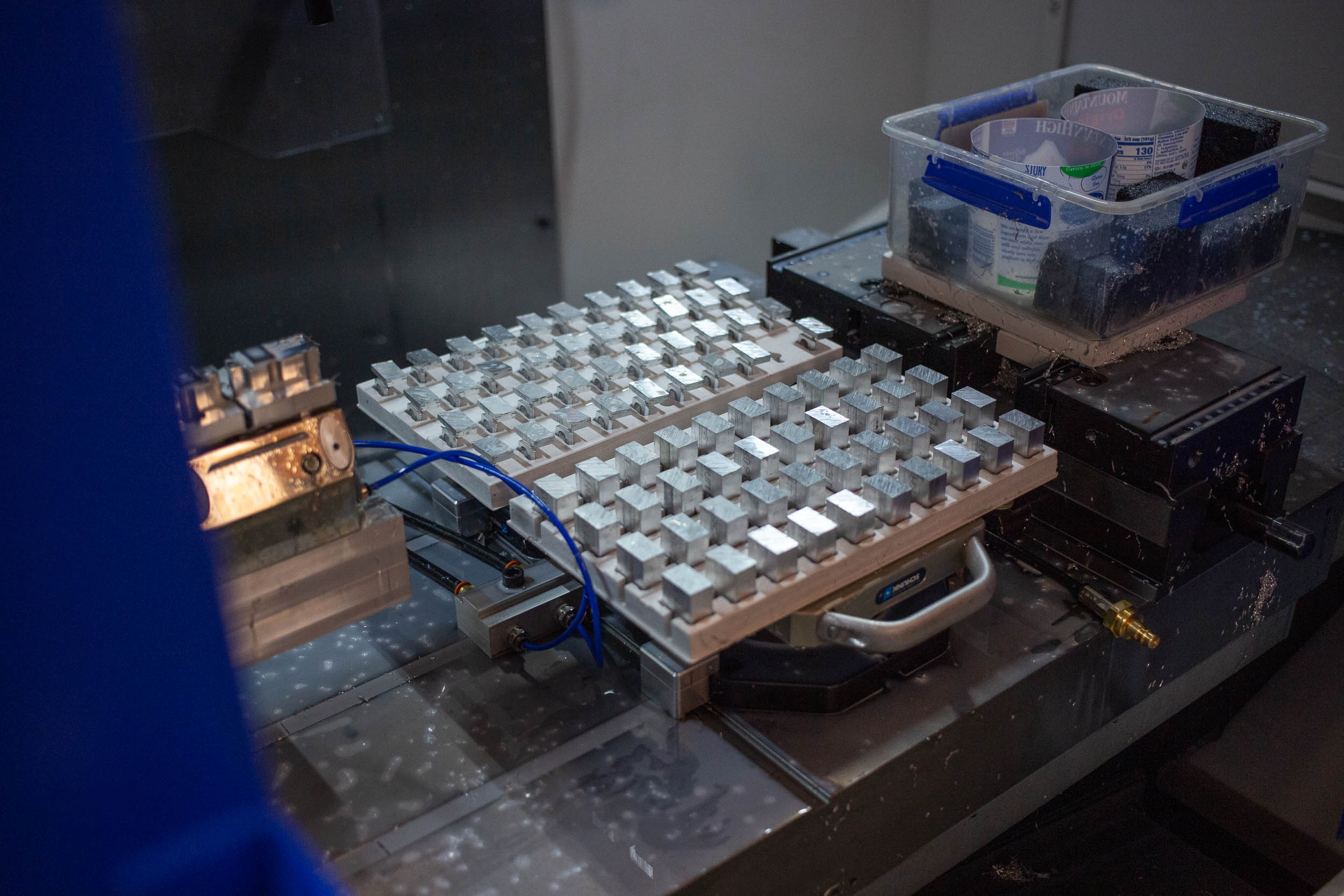
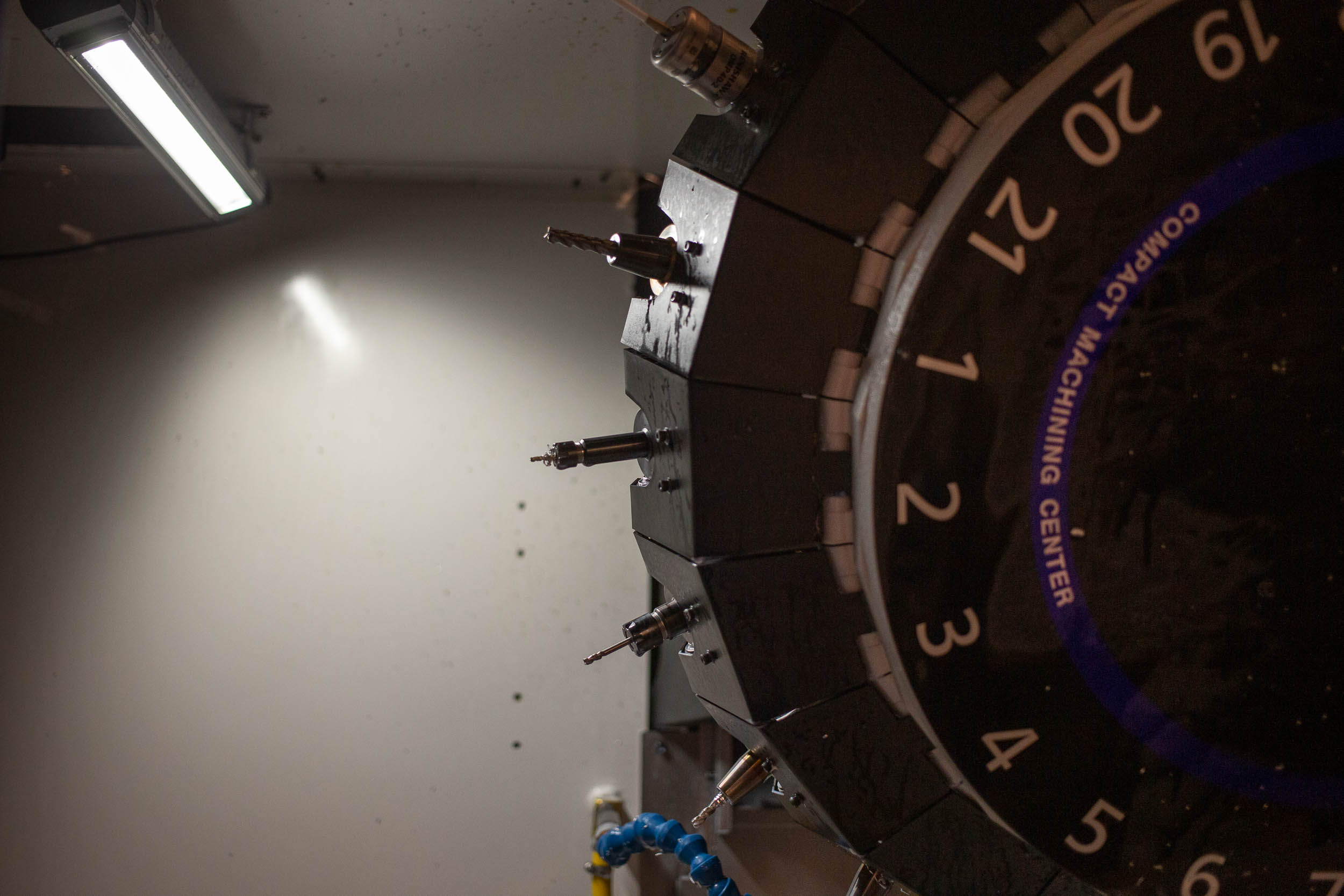
That said, it’s a tricky buckle to manufacture, and every time we’re happy with how it’s going, demand increases and we need to revamp our production to try to keep up. A big change since last time we talked is the addition of some automation on our mill, which lets it run for hours unattended. You can see a video here. And when it finishes a batch of buckle parts, it only takes us 3-7 minutes to reload the machine for another couple of hours of run time. As a point of comparison, last time we spoke, we were running fixtures that took almost as long to reload as they took to run in the CNC, so we were basically stuck in front of the CNC the entire day.
While automation has been really transformative for us, it also puts pressure on lots of other aspects of our operation. We’re shoehorned into about 350 square feet, so storing enough material, having room for multiple people, and making space for larger in-process orders has become quite a tricky proposition. We’re also contemplating getting another machine, so that will be interesting to pack in.
Has Covid-19 and the resulting disruption had a significant effect on business?
It’s very hard for me to tell how Covid has affected us as we started this business during the pandemic. So, besides seeing material costs increase month by month, I don’t have a good baseline of running this business in non-pandemic times to compare things to.




What has the overall response for your buckles been like? Is it what you imagined?
As mentioned above, I thought this product would be very niche and that it might see pretty low demand. I was dead wrong. People really love them. We see lots of folks order one or two just to try them out and then come back and order a bunch more. People love the colors and that they’re made in the USA, but ultimately the real test is whether our cam buckles are a piece of gear you reach for on every trip.
It’s super exciting to me as a designer and gear nerd when people choose to bring our straps on ultra races or other adventures where weight and performance are paramount. I get so stoked when folks like Lael Wilcox, Chris Burkard, and many other top riders and athletes choose our cams for super challenging or record-setting adventures.
During my shop visit, you mentioned Lean manufacturing. Can you expand on this and how it relates to your business?
My understanding of Lean is a continued commitment to learning and improving. Many businesses stop innovating and improving processes once things get busy. It’s very easy to let this happen, especially when things are hectic. It’s important to have a structured system for making sure that every day, things are improved, and that those improvements are integrated into future operations.
As it relates to our business, we set aside one hour every day to improve the shop and fix things that bother us. Even though we’re taking time away from production, our output, quality, and consistency, continue to increase month after month. We want to make the best buckles possible with top quality that people can count on. That’s just lip service unless we have time set aside to make that happen.
There are many great resources for learning about Lean manufacturing, and most of the ideas and solutions that have helped us out are not things we came up with. Toyota pioneered many of the ideas, and other manufacturers have come up with clever systems for training, inventory management, and many other ideas we’ve borrowed and adapted for our use-case.









Your attention to detail goes far beyond your CNC-machined buckles. Can you shed some light on your business processes and how they’re unique to Austere?
I don’t think about Austere as a team that makes buckles. Rather, I think about us as a team that designs and refines a process. That process then creates buckles. Making a good buckle is a test of the process, and making thousands of buckles gives us the insights and knowledge necessary to improve the processes that make the buckles. We’ve tried to streamline every aspect of what goes into making our products, from doing motion studies on assembly stations to sorting through the dirt we sweep off the floor to determine and eliminate the source. We try to be aware of wasted time and non-value-add tasks and movements so we can either reduce or eliminate them. If it wasn’t for this mindset, making hundreds of buckles a week would get pretty tedious and boring. I love solving problems, and if there’s one thing that’s guaranteed with manufacturing a product, it’s a steady supply of problems that we then solve.
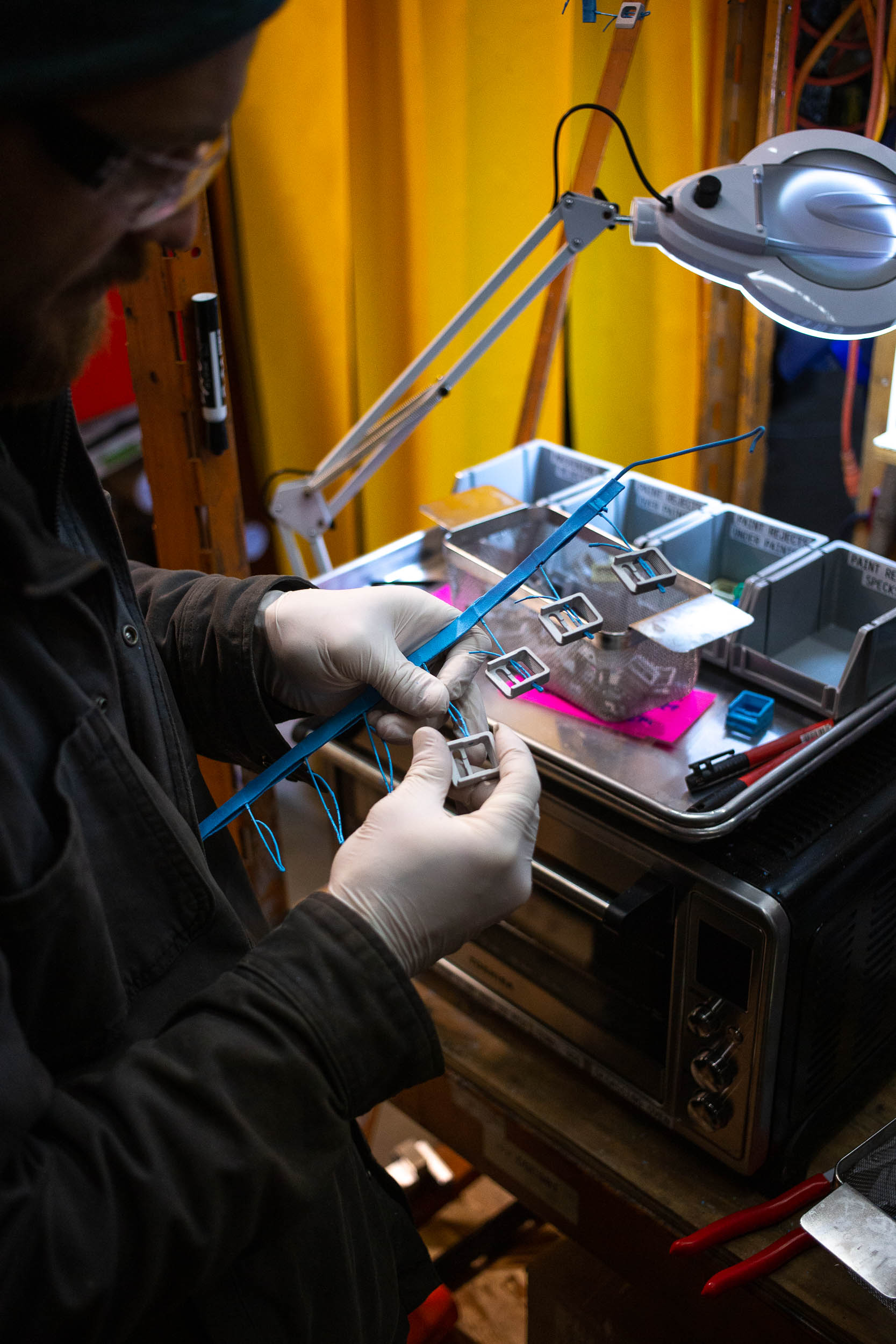
The CNC mill is an important part of making the buckles, but in order to make buckles efficiently and repeatably, there’s many other elements that need to be refined and dialed in. Just one example of an issue we’re currently working on is the workflow for getting parts ready to paint. Right now, the parts come out of the vibratory tumbler and are put in stainless steel mesh baskets. The buckles then go through a multi-step process, each one requiring a different type of basket and unique batch size. This means that the buckles get transferred and counted a number of times before they’re ready for paint. That is waste in the form of overprocessing, wasted motion, and wasted human potential. We are currently working on designing stainless steel baskets that work with every step of the process. This way, the parts will be counted out of the tumbler into a basket that the buckles then stay in through the entire process. This will shave a few seconds off of making each buckle and reduce the chances for dropping the buckles or making a mistake in counting. That might not sound like much, but over time these savings add up. This is just one example of the way we try to minimize waste from the process. It’s a thing we spend quite a bit of effort on and, in the long run, it sets us apart from manufacturers who don’t have a systematic and ongoing approach to fixing issues in their operations.
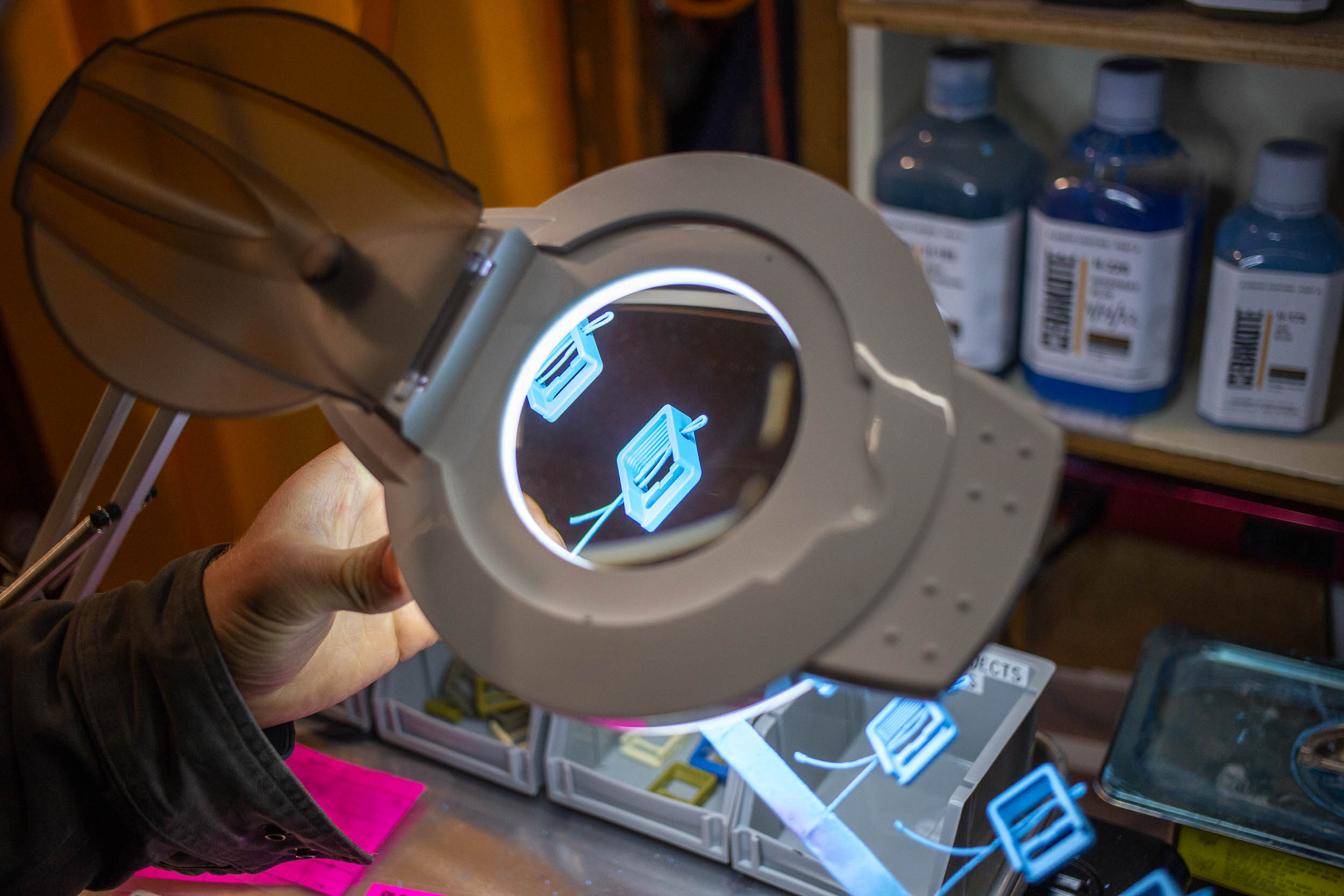
You’ve incorporated some unique efficiency-increasing practices into the shop, from QR tag training modules to an assortment of 3D printed odds and ends. Can you tell us more about these and some of the other changes you’ve made in the shop?
We have lots of little 3D printed things around the shop. From tool tags, to organizing racks, to custom part trays that maintain proper orientation of buckle parts for efficient assembly. These are all methods for speeding up or eliminating non-value-add activities. Instead of needing to walk around the shop to make sure we have enough aluminum, paint, carbide cutting tools, webbing, rubber bands, or any of the other supplies needed to make and ship buckles, we have Kanban cards that automatically trigger a reorder. We recently added QR codes to the Kanban cards that take you directly to the product ordering page, or in the case of our aluminum supplier, it populates an email with the proper material specs and quantities to get a quote from our supplier. It takes about 15 minutes to create a Kanban card with a QR code. That Kanban card reduces the time for a reorder from about 10 minutes to closer to 5 minutes. This means that we will start saving time after the third reorder. That’s a great return on investment!






Are there any efficiency updates that are still in the works?
So many! Heres a non-exhaustive list:
— We’ve been working on a feeding shoot for springs into the assembly jig. We’re currently on version five with probably a few more to go. We’re also working on converting the assembly jigs to a pneumatic system so that rather than manually actuating each element of the jig, a pedal triggers them all in the right order to assemble a buckle.
— We’ve been experimenting with 3D printed jigs to speed up sewing the webbing straps onto the buckles.
— Right now, we manually flip each buckle component from Op1 to Op2 to complete the machining of each buckle component. We’re working on adding a flip station so that the CNC can flip the part after Op 1 then put it back in the vise for Op 2.
— We’re researching the possibility of automating the painting process of the buckles. That’s very speculative and will likely take some time to get that figured out. Whether it’s a robotic arm or just a mechanical system, it would be a huge boost in productivity.
These are some of the larger improvement projects in the works too. We also have a list of small improvements that we’re constantly implementing.
The buckle design seems pretty dialed from the outside, but it’s always evolving, correct? Are there any design elements you’ve been working on recently?
The buckle design is mostly static at this stage, but we do keep adjusting the machining toolpaths to decrease machining time, increase reliability, and improve surface finishes. After any substantial change, we do destructive testing to make sure that the performance has been maintained or improved. We recently spent two weeks experimenting with slight variations on the tooth and step geometries. We’re still running tests to see if we were able to improve the performance. It’s already very good, but we’re always interested in improving things.




Last time, you mentioned some new hardware in the works. Any updates on that?
We have a bunch of new hardware designed, but with so much demand for the current design, it’s taken us far longer than we had hoped to get a second design launched. We do a lot of testing on new and existing products before releasing them to make sure they’re well-considered and practical. This takes time, and it’s not something we like to rush. We hope to get some new pieces out the door before the end of the year, but no promises.
Any big plans for 2022?
We’re hiring! Things have been pretty full-on in the shop, so we’re hoping to start growing the team. So far, we’re a team of about 1.5, so having more hands will be amazing! If anyone out there knows anyone around the Kingston, Washington, area who might be a fit, send them our way.
We’ll be doing some bikepacking in Vermont and Maine at the end of July, so I’m super stoked for that! Machining high-performance buckles is really interesting and challenging, but I was inspired to design these things through bikepacking, so it will be amazing to get out for an extended trip.
We will also likely be adding a second CNC to our shop soon, which will be a huge leap forward as it will enable us to run production on one machine while prototyping new buckles on the second. That should speed up our ability to launch new buckle designs and also increase our production capacity.
I’d like to say a huge thanks to y’all at BIKEPACKING.com for getting me into bikepacking. My first true bikepacking trip was on the TNGA and it’s just such a rad sport with such amazing people. Also a huge thanks to everyone who’s bought buckles and straps and everyone who’s followed our journey. It’s been quite a ride, and we have a lot of exciting things in the works! We’ll be showing some of these projects as they happen on our Instagram, so give us a follow if you’re interested.


Wrap Up
After spending some more time getting to know Uriel, it’s obvious that his buckles are far more than just the product of a CNC machine. His obsession with every little detail is on a whole other level. From the profile of the buckle’s teeth, to the feel of the internal spring, to the shop’s processes and flow, the buckle’s final form is just one piece of the puzzle. Cutting corners isn’t an option for Uriel, which explains why the Austere buckles are so damn nice. I’m excited to see what Austere comes up with next, since it’s safe to say whatever it is will have the same attention to detail and impressive quality that the cam-locking buckle does. Keep it up, Uriel! Head over to AustereManufacturing.com to learn more.
Related Content
Make sure to dig into these related articles for more info...



Please keep the conversation civil, constructive, and inclusive, or your comment will be removed.